O-Ringe: Funktion, Werkstoffe und Auswahl
O-Ringe wirken einfach, doch ihre zuverlässige Funktion ist die Summe aus Werkstoffwahl, Maßen, Einbauraum, Montage und Lagerung. Dieser Leitfaden führt Sie durch alle Schritte der Auslegung.

- Ein O-Ring ist ein elastisches Dichtungselement mit rundem Querschnitt. Die Dichtwirkung entsteht durch die Verpressung des Querschnitts in der Nut.
- Die Auslegung umfasst drei Achsen: mechanische Eigenschaften, Medienbeständigkeit und Temperaturbeständigkeit. Erst die konkrete Werkstoffmischung entscheidet.
- Genormte Größen nach ISO 3601, AS568 oder DIN 3771 sichern Qualität, Preis und Verfügbarkeit.
- Für die Verpressung gelten 15 bis 30 Prozent bei statischen und maximal 20 Prozent bei dynamischen Dichtungen.
- Die meisten Schäden entstehen durch Medien, Temperatur, physikalische Beanspruchung, Montage oder Lagerung und lassen sich durch saubere Auslegung vermeiden.
Was ist ein O-Ring?
Ein O-Ring ist ein kreisförmiges Dichtungselement mit rundem Querschnitt, das sich elastisch verformen lässt. Kennzeichnend sind genau zwei Merkmale: der runde Profilquerschnitt und die Elastizität. Beide grenzen den O-Ring von anderen Dichtungselementen ab.
Die Elastizität bezieht sich vor allem auf den Querschnitt. Im verbauten Zustand muss der Querschnitt eine definierte elastische Verformung erfahren, damit eine Dichtwirkung entsteht. Zwei Bauteile treffen mit je einer Fläche aufeinander, dazwischen sitzt der O-Ring. Die Bauteilmaße erzeugen eine Druckkraft, die den Querschnitt zusammendrückt.
Der O-Ring dichtet zwei Räume gegeneinander oder gegen die Umwelt ab. Versagt er, treten Prozessmedien oder Schmierstoffe aus, oder Luft dringt in ein Vakuum ein und kontaminiert das System. Eine saubere Auslegung umfasst Werkstoffwahl, Maße und die Gestaltung des Einbauraums. Danach folgen Montage, Schadensanalyse und Lagerung.
Funktionsprinzip der Dichtwirkung
Innere Dichtungsfläche, O-Ring und äußere Dichtungsfläche müssen präzise zueinander positioniert sein. Der Grad der Verformung, also die prozentuale Veränderung des Querschnitts, heißt Verpressung. Durch die Verformung schmiegt sich der Werkstoff in feine Oberflächenfehler, wie sie beim Drehen oder Fräsen entstehen, und verschließt sie.
Ein anschauliches Beispiel ist die Paarung aus Kolben und Zylinder, etwa im Verbrennungsmotor, in der Pneumatik oder in der Hydraulik. Im Pneumatikzylinder reduziert Schmieröl die Reibung, während Luft die Kraft überträgt. Starke Längsriefen in der Zylinderlaufbahn führen dazu, dass der O-Ring sie nicht mehr ausgleichen kann, und das System wird undicht.
Der Einbauraum für den O-Ring ist die O-Ring-Nut. Sie verläuft kreisrund durch eines der Bauteile. Bei der Montage wird der O-Ring von vorne eingelegt oder unter Dehnung beziehungsweise Stauchung in die Nut eingeschnappt. Verformt wird im Betrieb nur der Anteil des Querschnitts, der über die Nut hinausragt.
Abgrenzung zu anderen Dichtungselementen
Über den runden Querschnitt und die Elastizität lässt sich der O-Ring klar von anderen Dichtungselementen unterscheiden.
Flachdichtung
Die Flachdichtung hat einen rechteckigen Querschnitt und wird ebenfalls für Flanschverbindungen verpresst. Ausgangsmaterial sind Flachmaterialien, die häufig per Laserschneiden in Form gebracht werden. Auch Papier- und Fasermaterialien sind möglich. So entstehen runde, rechteckige und unregelmäßige Konturen.
Profildichtung
Zu den Profildichtungen zählen Lippendichtungen, U- und D-Profildichtungen sowie Hohlkammerprofildichtungen. Sie werden meist als Endlosmaterial gefertigt, etwa für Türen und Fenster oder zur Schall- und Wärmedämmung, und überwiegend lose gestoßen verbaut.
Herstellung und Verfahren
Ein O-Ring lässt sich nicht aus Flachmaterial heraustrennen, weil dabei der runde Querschnitt verloren ginge. Idealerweise entsteht er ohne Nahtstelle. Für Standard-O-Ringe in hohen Stückzahlen kommen zwei Hauptverfahren zum Einsatz.
Allen Verfahren gemeinsam ist die Vulkanisation. Unter Hitze entwickeln sich die elastischen Eigenschaften, aus Kautschuken werden Elastomere. Die Moleküle vernetzen sich stark und federn nach einer Entlastung wieder zurück.
Maße, Normen und Größentabellen
Ein O-Ring wird über zwei Maße beschrieben: den Durchmesser des Rings und den Durchmesser des kreisrunden Querschnitts. Letzterer heißt Schnurstärke, kurz CS. Das Nennmaß ist der Innendurchmesser, kurz ID. Die Größenbezeichnung folgt dem Schema „ID x CS". Für eine Bestellung kommen Werkstoff, Toleranzen und Qualitätsanforderungen hinzu. Standardisierte Größentabellen sind Bestandteil der nationalen und internationalen O-Ring-Normen.
Die wichtigsten Normen im Überblick
| Norm | Maßsystem | Kennzeichen |
|---|---|---|
| AS568 | zöllig | Weltweit dominierende Norm, ursprünglich Aerospace Standard. Laufende Nummerierung der ID- und CS-Kombinationen. Umgerechnete Schnurstärken von 1,02 bis 6,99 mm, maximaler Innendurchmesser etwa 660 mm. |
| BS 1806 | zöllig | Britischer Standard. Definiert Größen zwischen den Schritten der AS568. |
| DIN 3771 | metrisch | Deutsche Norm und metrisches Pendant zur AS568. Legt auch Toleranzen, Qualitätseigenschaften und die Auslegung des Einbauraums fest. |
| ISO 3601 | metrisch und zöllig | Internationale Norm, die zöllige und metrische Maße zusammenführt. Sie hat DIN 3771 und viele nationale Normen weitgehend ersetzt und definiert zusätzlich Mindestanforderungen für gängige Gummiwerkstoffe. |
In der Praxis hilft die Norm, zu einem gegebenen Einbauraum die passende Größe zu finden oder umgekehrt für eine fixe Größe den Einbauraum auszulegen. Bestehende Einbauräume lassen sich so nacharbeiten.
Vorteile genormter Größen
Genormte Größen wirken auf drei Faktoren im Einkauf:
- Qualität: Der Normbezug belegt die Anforderungserfüllung, die Großserienfertigung läuft mit stabilen Prozesskontrollen.
- Preis: Hohe Nachfrage und Transparenz erlauben Preisvergleiche und damit hochwertigere Werkstoffe ohne Kostenvervielfachung.
- Verfügbarkeit: Normgrößen sind meist lagernd, auch spezielle Werkstoffqualitäten sind kurzfristig lieferbar.
Anforderungen an den Werkstoff
Bevor ein Werkstoff gewählt wird, sollten die Anforderungen entlang von drei Achsen geklärt sein: mechanisch, chemisch und thermisch.
Die wichtigsten Werkstoffe
Die folgende Übersicht ordnet die gängigen O-Ring-Werkstoffe nach Temperaturbeständigkeit, Chemiebeständigkeit und Elastizität ein. Die Werte sind Anhaltspunkte. Für die konkrete Auslegung gelten die Datenblätter und Beständigkeitslisten des jeweiligen Werkstoffs.
| Werkstoff | Temperaturbeständigkeit | Chemiebeständigkeit | Elastizität |
|---|---|---|---|
| FFKM (ECOLAST) | −20/+270 °C, Sondertypen bis +340 °C | hoch | hoch |
| FEP-ummantelt | −60/+205 °C | hoch | mittel |
| FKM | −25/+200 °C | mittel | hoch |
| PTFE | −250/+250 °C | hoch | niedrig |
| NBR | −30/+120 °C | niedrig | hoch |
| HNBR | −30/+150 °C | mittel | hoch |
| EPDM | −45/+150 °C | mittel | hoch |
| Silikon (VMQ) | −60/+200 °C | niedrig | hoch |
| FVMQ | −60/+200 °C | mittel | hoch |
| FEPM | −10/+200 °C | mittel | hoch |
Die wichtigsten Werkstoffe im Detail
FFKM ist chemisch hochbeständig, nahezu keine Chemikalie greift es an. Es ist ein vollfluoriertes Elastomer, ein Perfluorkautschuk, und sehr kostenintensiv. NH O-RING führt FFKM unter der Eigenmarke ECOLAST mit Einsatztemperaturen bis +270 °C in der Standardqualität und bis +340 °C in Hochtemperatur-Mischungen. Bekannte Handelsnamen anderer Hersteller sind Kalrez und Simriz. Mehr dazu im Beitrag FFKM O-Ringe.
FKM ist ebenfalls ein fluoriertes Elastomer, jedoch mit geringerem Fluorgehalt. Die maximale Einsatztemperatur liegt bei +200 °C, die Elastizität ist höher und das Kostenniveau niedriger als bei FFKM. FKM wird auch FPM oder Viton genannt. Details im Beitrag FKM O-Ringe.
VMQ (Silikon) ist sehr rein, transparent und reaktionsarm, gesundheitlich unbedenklich sowie geruchs- und geschmacklos. Das prädestiniert den Werkstoff für Medizin- und Lebensmitteltechnik. Schwächen sind der hohe mechanische Abrieb und die geringe Dehnbarkeit.
EPDM ist die Alternative zu FKM bei heißem Wasser und Dampf, etwa in Heizung und Sanitär oder bei der Dampfsterilisation. Es ist lebensmittelgeeignet und abriebfest. Handelsnamen sind Keltan, Vistalon und Nordel.
NBR ist bei Dampf schwach, bietet aber sehr gute mechanische Eigenschaften mit hoher Reiß- und Abriebfestigkeit. Ozon greift NBR an, deshalb gehört es nicht in den Außenbereich, sofern keine Ozonschutz-Compounds zum Einsatz kommen. Die Hitzebeständigkeit liegt bei rund 100 °C. Markennamen sind Perbunan und Europrene.
Eigenschaften im Vergleich
| Eigenschaft | FFKM | FKM | VMQ | EPDM | NBR |
|---|---|---|---|---|---|
| Abriebfestigkeit | gut | gut | ausreichend | gut | gut |
| Druckverformungsrest | ausgezeichnet | sehr gut | gut | gut | sehr gut |
| Ozonbeständigkeit | ausgezeichnet | sehr gut | sehr gut | gut | mangelhaft |
| Öl- und Fettbeständigkeit | ausgezeichnet | sehr gut | ausreichend | mangelhaft | gut |
Werkstoffmischungen und Compounds
Ein O-Ring-Werkstoff ist nie das reine Basiselastomer. Hinzu kommen Additive in kleinen Mengen und Füllstoffe in höherer Konzentration, die auch der Kostenreduktion dienen. So entstehen aus einem Basiselastomer viele Compounds mit unterschiedlichen Eigenschaften. Welche Medien ein Werkstoff verträgt, lässt sich nur über detaillierte Beständigkeitslisten klären, die je Werkstoff mehrere hundert Stoffe umfassen. Das Werkzeug dafür finden Sie unter Medienbeständigkeiten.
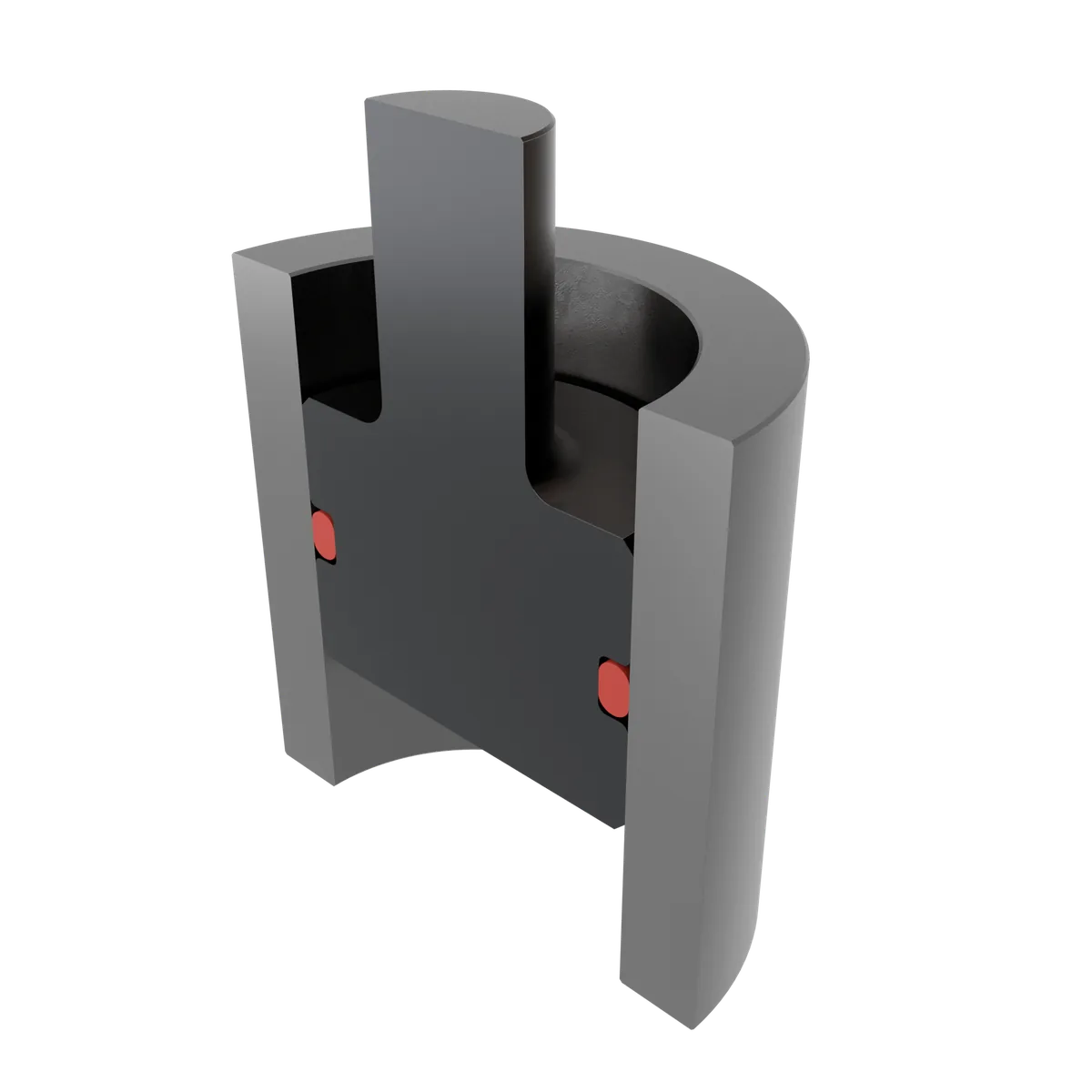
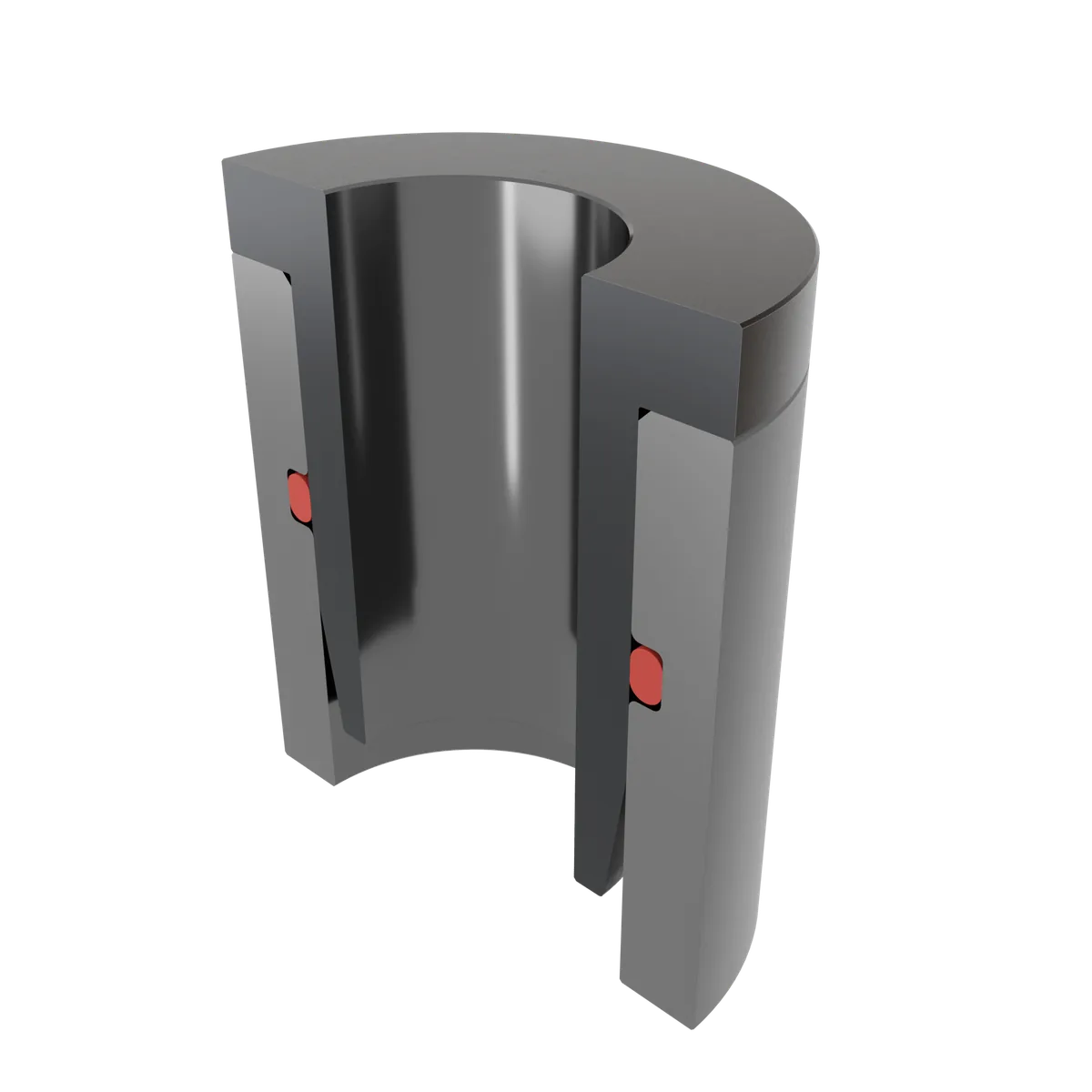
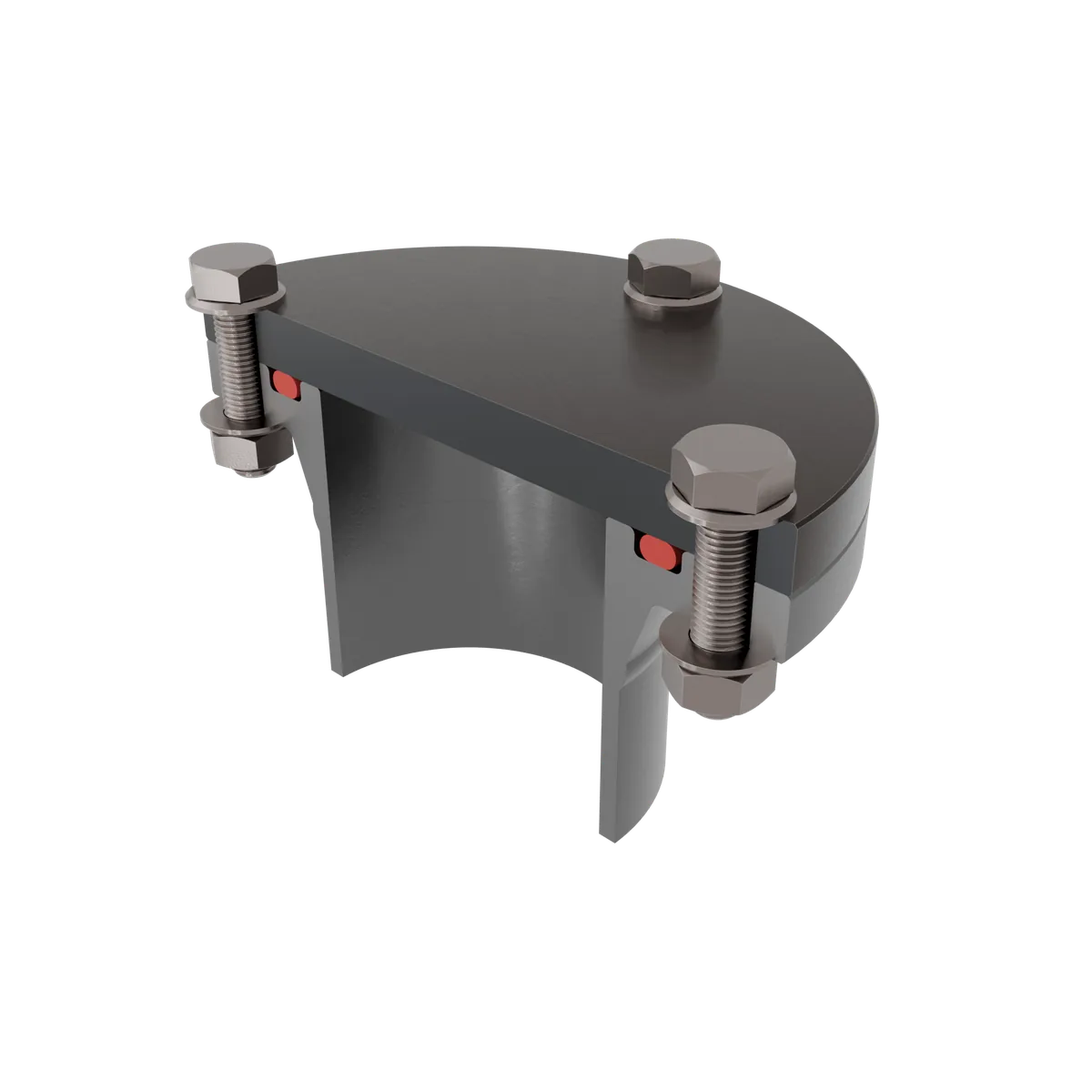
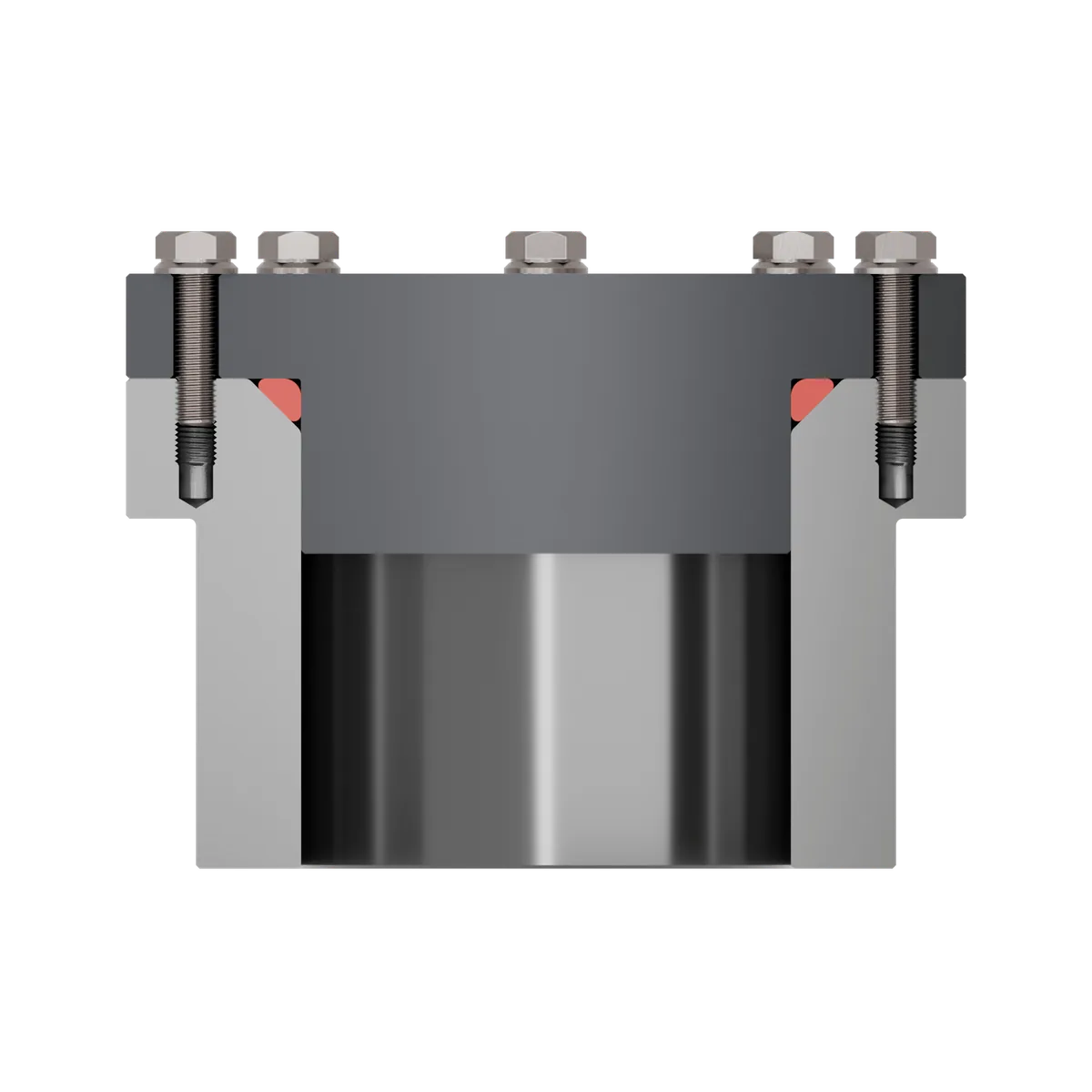
Flansch-, Kolben- und Stangendichtung
Dichtungen werden zunächst danach unterschieden, ob sie statisch oder dynamisch arbeiten. Eine statische Dichtung bleibt unbewegt und ist der Standardfall. Eine dynamische Dichtung bewegt sich im Betrieb und ist kritischer. Aus der Einbausituation ergeben sich drei typische Bauformen.
Nutformen und Nutgeometrie
Der Einbauraum entscheidet mit über die Funktion. Drei Nutformen kommen in der Praxis vor.


- Rechtecknut: die einfachste und wirtschaftlichste Form. Die Flanken stehen rechtwinklig zum Nutgrund, sie lässt sich leicht durch Drehen herstellen.
- Trapeznut (Schwalbenschwanznut): die Flanken laufen nach oben aufeinander zu und fixieren den O-Ring. Gut bei häufigem Öffnen, jedoch mit höheren Herstellungskosten.
- Dreiecksnut: für Flanschverbindungen, der O-Ring wird zwischen drei Kontaktflächen verpresst. Die Sollwerte sind schwer einzuhalten, der Quellraum ist gering und die Toleranzen sind anspruchsvoll. Daher nur für Sonderfälle.
Relevante Maße für die Nutgeometrie
Schnurdurchmesser, Dichtspalt und Nuttiefe bestimmen gemeinsam die Verpressung. Als Orientierung gelten folgende Werte:
| Parameter | Empfehlung |
|---|---|
| Nuttiefe | geringer als die Schnurstärke |
| Verpressung statische Dichtung | 15 bis 30 Prozent |
| Verpressung dynamische Dichtung | maximal 20 Prozent |
| Nutfüllung | etwa 85 Prozent der Nut im verpressten Zustand |
| Winkel der Nutflanken | um maximal 5 Grad erhöhen |
Die Nutbreite muss mindestens der Schnurstärke entsprechen, in der Praxis fällt sie wegen des Quellverhaltens größer aus. Eine zu breite Nut ist bei wechselndem Druck schädlich, weil der O-Ring wandert und Reibung erzeugt. Zusätzlich sollten alle Kontakt- und Überfahrkanten verrundet und Einführschrägen vorgesehen werden.
Der Stick-Slip-Effekt, also das Ruckgleiten beim Übergang von Haft- zu Gleitreibung, lässt sich durch reibungsoptimierte O-Ringe und eine passende Abstimmung von Verpressung und Nuttiefe vermeiden. Für die konkrete Auslegung hilft die O-Ring Nutberechnung.
Die wichtigsten Zulassungen
Je nach Anwendung sind unterschiedliche Zulassungen gefordert. Die wichtigsten nach Einsatzbereich:
Lebensmittel
- FDA (Food and Drug Administration, USA), weltweit angewendet.
- 3-A Sanitary Standards, auch für Pharma, mit Prüfung des Extraktionsverhaltens bei fetthaltigen Milcherzeugnissen.
Pharma und Medizin
- USP, das US-Arzneibuch, teilt Werkstoffe in sechs Klassen der Biokompatibilität ein.
- ADI-frei (frei von Animal Derived Ingredients) ergänzt die FDA und schließt eine BSE- oder TSE-Übertragung aus.
Trinkwasser
- In Deutschland die Elastomerleitlinie (KTW) mit Prüfung auf Geruchs- und Geschmacksveränderung, optische Beeinflussung und Extraktion.
- DVGW W270 (Deutscher Verein des Gas- und Wasserfaches e.V.) prüft das Wachstum von Mikroorganismen.
- International gelten WRAS (Großbritannien), NSF61 (USA) und die Ö-Norm (Österreich).
Gas
- In Deutschland DIN EN 549 oder DIN EN 682.
- NORSOK M-710 aus der norwegischen Öl- und Gasindustrie für Druckspitzen und breite Temperaturamplituden.
Schadensursachen vermeiden
Schäden an O-Ringen lassen sich vier Kategorien zuordnen. Wer die Mechanismen kennt, kann sie bei der Auslegung vermeiden.
Medieneinwirkung
Zwei Mechanismen wirken hier. Bei der Quellung treten Bestandteile des Mediums in den Werkstoff ein, das Volumen nimmt zu, Verpressung und Reibung steigen, und der O-Ring kann aus der Nut gepresst werden. Bei der Extraktion löst das Medium Bestandteile heraus, das Volumen sinkt, die Verpressung fällt unter das Minimum und es kommt zur Leckage, zuerst dort, wo die Ausgangsverpressung am geringsten war. Besonders gefährdet sind Werkstoffe mit hohem Weichmachergehalt.
Ein chemischer Angriff kann zu Kettenspaltung oder Nachvernetzung führen. Anzeichen sind eine erweichte oder klebrige Oberfläche, eine spröde, rissige Oberfläche oder eine starke Zu- oder Abnahme des Volumens. Auch das Montagemittel zählt: EPDM verträgt keine mineralölbasierten Stoffe, und Silikonöl greift VMQ an.
Temperatur und Alterung
Höhere Temperaturen beschleunigen die chemischen Prozesse und verkürzen die Lebensdauer. Nachvernetzung macht den Werkstoff härter, Kettenspaltung reduziert die Bindungen, beides senkt die Flexibilität. Merkmale einer Überhitzung sind oberflächliche Rissbildung, glänzende Stellen, Versprödung und bleibende Verformung. Eine größere Schnurstärke schafft Reserve. Kälte bewirkt nur einen vorübergehenden Elastizitätsverlust, der nach dem Aufwärmen vollständig reversibel ist.
Bei der Alterung führt UV-Licht über eine höhere Ozonkonzentration zu tiefen Rissen. Vor allem NBR ist betroffen, EPDM und FKM sind unproblematisch. Abhilfe schaffen ozongeschützte Rezepturen, eine spannungsfreie Lagerung und der Schutz vor Luftaustausch.
Physikalische Beanspruchung
Druck und Reibung belasten den O-Ring, Schäden entstehen häufig schon bei der Montage, etwa durch Dehnen bei der Kolbendichtung oder Stauchen bei der Stangendichtung. Scharfe Kanten erzeugen Schnitte oder Abquetschungen und damit Sollbruchstellen.
- Spaltextrusion: Der Druck presst den O-Ring gegen die druckabgewandte Nutflanke und in den Dichtspalt, das Material wird über die Nutkante abgeschert. Vermeidung durch einen geringen Dichtspalt, festere O-Ringe und einen Stützring aus extrusionsfestem Material.
- Explosive Dekompression: Gas dringt unter Druck in den Werkstoff ein, bei plötzlichem Druckabfall dehnt es sich aus und erzeugt Blasen und Risse. Vermeidung durch das Vermeiden von Druckstößen, längere Druckabfallzeiten, eine hohe Härte mit geringer Gasdurchlässigkeit sowie eine Auslegung nach NORSOK M-710.
Herstellungsfehler
Eine Untervulkanisation mit zu geringer Vernetzung führt zu einem hohen Druckverformungsrest und unzureichender Elastizität. Rissbildung kann durch verunreinigte Werkzeuge, unzureichend durchmischte Compounds sowie bei Entformung und Nachbearbeitung entstehen. Wareneingangsprüfungen und zuverlässige Lieferanten beugen vor.
Zur Qualitätskontrolle dienen mehrere Routineprüfungen: die Dichteprüfung unterscheidet Werkstoffe, die Härteprüfung erfasst die Härte, die üblicherweise zwischen 60 und 90 Shore A liegt, die maßliche Prüfung erfolgt per Messkegel oder Messmaschine, und der Druckverformungsrest deckt Rezepturschwankungen und Verarbeitungsfehler auf.
Sichere Montage
Bei der Montage entstehen typische Schadensbilder. Beim Verdrehen erzeugt zu viel Reibung eine lokale Überdehnung mit Rissen, Abhilfe schaffen Montageöle und -fette. Das Überdehnen hängt von der Reißfestigkeit ab, ein Montagekegel hilft. Eine Quetschung entsteht durch unsaubere Positionierung gegen eine Kante, Einführschrägen beugen vor. Als Hilfsmittel dienen eine Spreizhülse für die Kolbendichtung und eine Montagezange für die Stangendichtung.
Fünf Hinweise für die sichere Montage
- Geeignetes Montagefett oder -öl verwenden, um die Reibung zu reduzieren.
- Auf einen sauberen und gratfreien Einbauraum achten, damit der O-Ring keine mechanische Beschädigung erfährt und das System nicht kontaminiert wird.
- Die sichere Montage durch ausreichende Einführschrägen und eine hohe Oberflächengüte unterstützen.
- Den O-Ring nicht verdrehen oder überdehnen, weil dadurch bleibende Schäden entstehen können.
- Die Werkstoffeigenschaften beachten, um die Paarung aus O-Ring-Material und Montagefett abzusichern und die zulässige Dehnung nicht zu überschreiten.
Normgerechte Lagerung
Die normgerechte Lagerung erhält die Eigenschaften des O-Rings. Druckbelastung ist zu vermeiden, Luftzug und Sonneneinstrahlung sollten beschränkt werden, ideal ist ein dunkler, abgeschlossener Raum. Temperaturspitzen sind zu mildern, vor der Montage werden O-Ringe auf Raumtemperatur erwärmt.
Die maximale Lagerzeit hängt vom Werkstoff ab. Für die O-Ringe von NH O-RING gelten folgende Werte:
| Werkstoff | Maximale Lagerzeit |
|---|---|
| FKM | 10 Jahre |
| FFKM (ECOLAST) | 15 Jahre |
| FEP-ummantelt | 15 Jahre |
| PTFE | praktisch unbegrenzt |
Ein bewährtes Lagerkonzept setzt auf einen Lagerraum je Betriebsstätte, eine sortenreine Lagerung und die Aufbewahrung in der Originalverpackung, etwa luftdichten PE-Folienbeuteln, aus denen die O-Ringe erst bei der Montage entnommen werden. Ein bedarfsorientierter Einkauf hält den Bestand klein.
Häufige Fragen
Wie wird die Größe eines O-Rings angegeben?
Welche Verpressung ist richtig?
Welcher Werkstoff passt zu meiner Anwendung?
Was bedeutet der Druckverformungsrest?
Was ist Spaltextrusion und wie lässt sie sich vermeiden?
Wie lange sind O-Ringe lagerfähig?
Worauf kommt es bei der Montage an?
